FOR X2
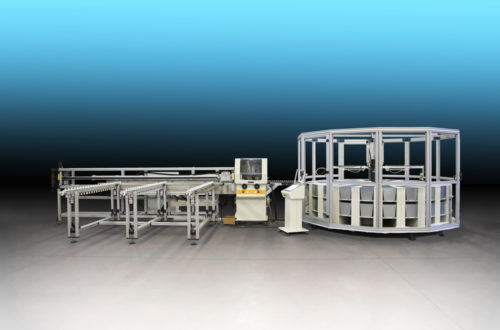
Macchina Completamente Automatica per l’assemblaggio di Cornici per Quadri
FOR X2
Nuova versione di FOR X, FOR X2 è una macchina completamente automatica, a controllo numerico, per l’assemblaggio contemporaneo dei 4 angoli delle cornici in legno o materiali similari, mediante aggraffi metallici. Dotata di pc industriale che provvede alla gestione di tutte le funzioni per: N. 10 assi controllati, muniti di motore Brushless, N.10 servoazionamenti dc per le movimentazioni di servizio e vari I/O. Tramite un pannello di comando, di tipo touch screen a colori di 12,1” si può comandare qualsiasi movimento, manuale o automatico della macchina, impostare e controllare il funzionamento di tutte le fasi di lavorazione.
FOR X2 lavora rapidamente, senza essere presidiata e consentendo di ridurre i costi di produzione di cornici per quadri o specchiere. L’intervento dell’operatore si limita al caricamento dei pezzi da lavorare ed all’asportazione delle cornici finite. Mediamente, il tempo occorrente a svolgere queste operazioni non rappresenta più del 10 ÷ 20 % del tempo di funzionamento della macchina (a seconda delle dimensioni delle cornici)
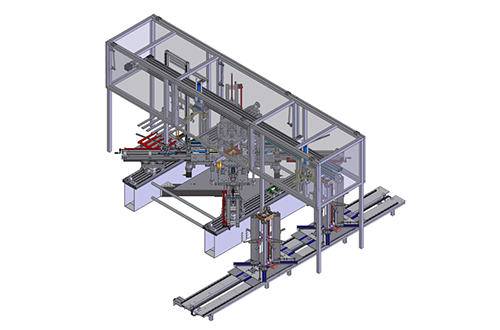
La macchina è dotata di N.2 magazzini di pezzi da lavorare, dove i listelli da unire saranno caricati uno sull’altro dall’operatore. Quando uno di questi si trova nella zona di prelievo, l’altro può essere spostato in una zona di sicurezza, ruotato a piacimento per agevolare l’operazione di caricamento. Una volta pronto, rimesso in posizione e chiusa la protezione di sicurezza, il transfer avrà la possibilità di prelevare i pezzi anche da quest’ultimo. Nel funzionamento normale, la capienza di uno dei magazzini è tale da consentire un’autonomia di circa 6 minutiLa macchina presenta n. 4 teste di unione, dotate di squadra di riscontro, tampone regolabile e gruppo di aggraffaggio con alimentatore di punti metallici. Il gruppo di aggraffaggio è comandato da motore Brushless con posizioni e quantità di graffe, selezionabili e memorizzabili tramite touch screen.
FOR-X2 è dotata di tre transfers: il primo (I) trasporta i pezzi da assemblare nella zona di lavoro, il secondo (II) preleva le cornici lavorate e le colloca nel tappeto di uscita, il terzo (III) le trasporta verso l’uscita. La loro velocità è regolabile e, nel caso del primo transfer, può arrivare fino a 2 m/s. Ciò permette il trasferimento dei pezzi in tempi molto brevi.
Il ciclo di lavoro consta delle seguenti fasi:
a – Il transfer I, con gli assi controllati (x, z) preleva con le ventose i quattro pezzi disponibili da uno dei magazzini e li posiziona sopra la zona di assemblaggio. I pezzi, per come sono disposti nel magazzino, si trovano già posizionati a formare la cornice, con le facce da unire ad una distanza di circa 5 mm tra loro.
b – Il transfer con il movimento dell’asse z, abbassa i quattro listelli nella zona di aggraffaggio
c – bloccaggio dei 4 pezzi di cornice contro le squadre di riscontro
d – i tamponi superiori scendono sulla cornice ed il gruppo di aggraffaggio esegue l’unione
e – i tamponi e le squadre ritornano in posizione di riposo, le quattro teste arretrano e il quadro viene prelevato dal transfer II ed adagiato sul tapis roulant sottostante, che lo porterà al magazzino d’uscita. Non appena si libera la zona di aggraffaggio, il transfer I provvederà immediatamente a portare una nuova cornice da unire.
f – all’estremità del tapis roulant la cornice viene sollevata (III) con un sistema a ventose fino alla stazione successiva, dove quattro tamponcini comandati da cilindri rotanti provvedono al ritocco degli spigoli.
g – successivamente, la cornice viene ulteriormente sollevata e trasferita (III) su uno dei due magazzini semoventi che si trovano ai lati del tapis roulant.
h – Le cornici finite sono posate uno sull’altra ed alternativamente ruotate di 90°, in modo da rendere più stabile la pila ed evitare che i punti metallici possano graffiare la cornice sottostante. Quando un magazzino è pieno (una luce lampeggiante si accende qualche minuto prima che ciò avvenga) il transfer provvede automaticamente a mettere i pezzi sull’altro.
Sulla FOR-X2, eseguire il cambio di formato è semplice e richiede pochi minuti:
1) impostare le dimensioni del quadro da lavorare su pc,
2) regolare le guide dei magazzini dei pezzi da lavorare,
3) sistemare la posizione delle ventose di presa,
4) posizionare il tampone superiore,
5) digitare sul pannello di controllo la quantità e la posizione delle graffe
6) regolare la posizione dei tamponi per il ritocco degli spigoli.
SPECIFICHE TECNICHE
– dimensioni: 4500 mm.lungh.; 4.500 mm. largh. 2.500 mm.altezza max.;
– peso: 1800 Kg circa.
– dimensione della max sezione delle aste da lavorare: 40 mm largh. e 52 mm. altezza;
– dimensioni max. quadri 500 mm. x 700 mm;
– dimensioni minime 120 mm. x 150 mm. (misure esterne);
– produzione oraria indicativa per quadri di dimensioni medie e due aggraffi per angolo: circa 600 cornici/ora;
– capacità magazzino entrata: 76 pz. di h 15 mm per ognuno dei 4 lati per ogni magazzino.
– alimentazione elettrica: 400 V trifase + N, 2.8 KW;
– alimentazione aria compressa: pressione di esercizio 6 bar, consumo: 400Nl/min.
Per ulteriori informazioni non esitare a contattarci!