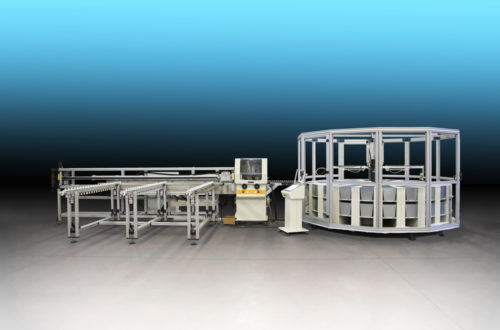
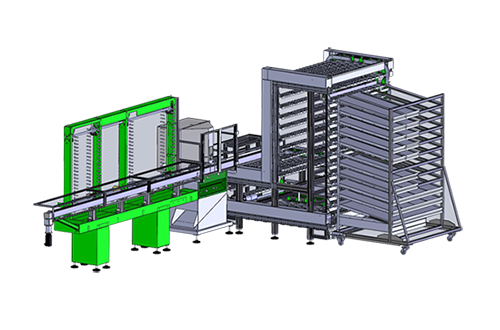
205 FOR-X5 & Plastline2
La 205 FOR-X5 & Plastline2 è un impianto per il taglio e l’assemblaggio di cornici per quadri o specchiere, controllato da un computer industriale che comanda N.16 assi dotati di motore Brushless, N.10 servoazionamenti dc per le movimentazioni di servizio e vari I/O controllati con protocollo Ethercat. Un monitor grafico con touch screen da 12“, permette di comandare qualsiasi movimento, manuale o automatico dell’impianto, controllare il funzionamento di tutte le fasi di lavorazione ed impostare o memorizzare i cicli e i programmi di lavoro.
L’impianto è formato da:A – N.2 troncatrici automatiche Plastline, ciascuna con il proprio caricatore di aste, che alimentano la macchina di assemblaggio. Entrambe le troncatrici sono dotate di N.2 lame circolari (HM Ø 350) per il taglio a 45° + 45°, una unità di foratura ed una unità di fresatura per utensile a disco di dim. 205 x 6 mm che permette di eseguire le lavorazioni come da disegno allegato.
B – L’assemblatrice For X5 per l’unione degli angoli mediante l’utilizzo di aggraffi metallici, formata da quattro teste di aggraffaggio regolabili direttamente dal pannello operatore, n.2 transfer per il caricamento dei pezzi da assemblare, n.1 transfer per lo scarico dei pezzi assemblati ed un tapis roulant per l’evacuazione delle cornici.
C – Un sistema transfer a tre assi, che preleva le cornici finite dal tapis roulant della macchina di assemblaggio e le impila una sull’altra, ruotandole alternativamente di 90°, in due stazioni poste ai lati del tapis roulant stesso.
Dimensioni delle cornici da produrre: max 1700 x 1700 mm , min 400 x 400 mm
Sezioni delle aste da lavorare: max 90 x 50 mm
Lunghezza delle aste da lavorare: max 5000 mm min 2000
Superfice occupata dall’impianto: 13 x 8 m
Capacità magazzino troncatrice: 20 + 20 aste
Capacità magazzino di uscita: 60 + 60 cornici finite (h 25 mm)
* * *
La FOR-X5 & Plastline2 lavora rapidamente, senza essere presidiata, consentendo di ridurre i costi di produzione delle cornici; l’intervento dell’operatore si limita al caricamento delle aste da lavorare ed all’asportazione dei quadri finiti, ovvero:
- caricare le aste sui due caricatori delle troncatrici, mediamente 2 min x 20 aste, 4 min per entrambi i caricatori. Tenuto presente che per svuotare i due caricatori la macchina impiegherà circa 14 min per il 1500 x 800, l’operatore sarà impegnato per il 28% del tempo di funzionamento della macchina.
- caricamento delle graffe circa 5 min ogni 5000 cornici, ogni 30 h circa, 0,3% del tempo di funzionamento.
- svuotamento dei due magazzini in uscita, circa 2 min per sostituire due pallet pieni con due vuoti ogni 140 cornici, circa 50 min. (4% del tempo di funzionamento).
Mediamente, quindi, il tempo occorrente a svolgere queste operazioni non rappresenta più del 33 % del tempo di funzionamento a regime.
* * *
DESCRIZIONE MACCHINARI
A –Troncatrice automatica Plastline è una macchina a controllo elettronico, dotata di N.2 lame circolari (HM Ø 350) per il taglio contemporaneo a 45° + 45° di aste per cornici in legno, plastica o materiali similari.
Tramite tastiera, è possibile impostare la quantità e le dimensioni delle cornici da tagliare, nonché eventuali misure di recupero del pezzo a fine asta; i cicli di lavoro possono essere memorizzati e richiamati all’occorrenza.
La macchina è dotata di un asse lineare di corsa utile, 5000 mm, comandato da motore Brushless, che provvede all’avanzamento dell’asta a misura. In uscita, una pinza a bordo di un asse pneumatico trasporta i pezzi tagliati su un tapis roulant che provvede all’evacuazione. Il movimento combinato di questi due assi consente di effettuare, per alcune misure, il taglio a “staffetta”, ovvero: la pinza di alimentazione consegna il pezzo alla pinza di scarico che provvede a spostarsi di una quota fissa per intestarlo dall’altro lato. In questo modo si riesce a sfruttare l’asta in tutta la sua lunghezza ed evitare scarti.
Il movimento di discesa delle lame è prodotto da un cilindro pneumatico e, come optional (Opt.3) è possibile avere un cilindro elettrico assistito da un motore Brushless che aziona una vite a ricircolo di sfere. In questo modo, rispetto al tradizionale cilindro pneumatico, si ottiene una velocità sempre controllata, un movimento perfettamente sincronizzato con il sistema di avanzamento del pezzo e quindi una produttività ed una qualità di taglio migliore.
La macchina è provvista di un magazzino di alimentazione, disposto orizzontalmente, capace di accogliere fino a 30 aste, che vengono prelevate di volta in volta fino a completo esaurimento. Le dimensioni delle aste che si possono lavorare:
– larghezza 90 mm
– altezza 50 mm
– lunghezza max. 5000 mm
– lunghezza min. 2000 mm
Dimensioni della macchina senza magazzino dei pezzi finiti in uscita:
– larghezza 2500 mm.
– lunghezza 6000 mm.
– altezza 1700 mm.
La macchina e dotata di bocche di aspirazione per il collegamento all’impianto centralizzato e di un convogliatore dei pezzi di scarto di dimensioni tali da non poter essere evacuati con il sistema di aspirazione.
Alimentazione elettrica: 3.3Kw a 400 V/50 Hz
Alimentazione pneumatica: 6 bar, consumo 300 l/min. (100 l/min con Opt.3)
* * *
B – FOR-X5 presenta n. 4 teste di unione, dotate di squadra di riscontro, tampone regolabile e gruppo di aggraffaggio con alimentatore di punti metallici che, nel funzionamento normale, permette un’autonomia di circa 30 ore. Gli aggraffi metallici possono essere di diverse altezze, 6-8-10-12-14 mm e sono facilmente intercambiabili.
Come optional (Opt.5) è possibile adottare dei gruppi di aggraffaggio con aggraffi in bobina, tipo NR (10000 pz. per taglie da 12-14-16 mm, 15000 pz. per taglie 5-6-8-10 mm, 20000 pz. per il 4 mm.)
Il gruppo di aggraffaggio è comandato da motore Brushless con posizioni e quantità di graffe, selezionabili e memorizzabili tramite il pannello di controllo.
La For-X5 è dotata di tre transfers comandati da motori brushless e cilindri pneumatici:
- il transfer I trasporta un pezzo lungo ed uno corto, provenienti dalla troncatrice 1, nella zona di assemblaggio,
- il transfer II, contemporaneamente al primo, trasporta un pezzo lungo ed uno corto, provenienti dalla troncatrice 2, nella zona di assemblaggio,
- il transfer III preleva le cornici assemblate e le colloca nel tapis roulant di uscita.
La loro velocità è regolabile e può arrivare fino a 2 m/s. Ciò permette il trasferimento dei pezzi in tempi dell’ordine di frazioni di sec.
Il ciclo di lavoro consta delle seguenti fasi:
a – Il transfer I preleva il pezzo lungo in arrivo dalla troncatrice 1 e lo posiziona nella zona di assemblaggio, parallelamente a sé stesso.
b – Contemporaneamente, il transfer II preleva il pezzo lungo in arrivo dalla troncatrice 2 e lo posiziona nella zona di assemblaggio, parallelamente a sé stesso.
c – Il transfer I preleva il pezzo corto in arrivo dalla troncatrice 1 e lo posiziona nella zona di assemblaggio, ruotato di 90°.
d – Contemporaneamente il transfer II preleva il pezzo corto in arrivo dalla troncatrice 2 e lo posiziona nella zona di assemblaggio, ruotato di 90°.
e- quattro squadrette provvedono a stringere la cornice
f – i tamponi superiori scendono sulla cornice ed il gruppo di aggraffaggio provvede all’unione inserendo i punti metallici in più posizioni, anche uno di seguito all’altro, secondo quanto programmato.
g – i tamponi e le squadrette ritornano in posizione di riposo, le quattro teste arretrano e il quadro viene prelevato da un supporto a croce comandato da un cilindro pneumatico (III) ed adagiato sul tapis roulant sottostante, che lo porterà al magazzino d’uscita. Non appena si libera la zona di aggraffaggio, il transfer (I e II) provvederanno immediatamente a portare i pezzi per una nuova cornice da unire
Sulla For-X5, eseguire il cambio di formato è semplice e richiede pochi minuti, è sufficiente:
1) impostare le dimensioni del quadro da lavorare sul pannello operatore;
2) regolare le posizioni dei fermi a misura dei pezzi provenienti dalla troncatrice, digitare nella consolle comandi la quota della posizione dei fermi misura azionati da servomotori ;
3) sistemare la posizione delle ventose di presa;
4) sistemare la posizione delle ventose di scarico;
5) posizionare il tampone superiore del gruppo di aggraffaggio;
6) digitare sul pannello di controllo la quantità e la posizione delle graffe;
– Dimensioni For X2 : 4.200 mm.larghezza; 2.500 mm.altezza max.; 4.100 mm. prof.max.
– Peso For X2: 650 Kg circa.
– Dimensioni max. aste lavorabili: 90 mm largh. e 50 mm. altezza;
– Dimensioni max. quadri: 1700 mm. x 1700 mm. (misure esterne);
– Dimensioni minime: 400 mm. x 400 mm.;
– Produzione oraria indicativa per quadri di dimensioni medie con due aggraffi per angolo: circa 300 cornici/ora;
– Capacità magazzino quadri lavorati: 70 pz. x 2 di sp. 25 mm
– Alimentazione elettrica: 400 V trifase + N, 3.5 KW;
– Alimentazione aria compressa: pressione di esercizio 6 bar, consumo 400Nl/min.
* * *
C – Un sistema transfer a tre assi, posto all’estremità del tapis roulant, provvede a prelevare le cornici in uscita dall’assemblatrice FORX-5 e ad impilarle su pallet posti ai lati del tapis roulant stesso. Ogni cornice sarà ruotata di 90° rispetto alla precedente, onde evitare che i punti metallici graffino la parte in vista ed agevolare l’inserimento degli angolari di protezione in cartone. Un sistema di sensori rileverà quando una pila sarà completata, così il transfer lavorerà sull’altra. Quando entrambe le stazioni staranno per essere riempite, un segnale luminoso allerterà l’operatore per evitare l’arresto dell’impianto.
Per ulteriori informazioni non esitare a contattarci!